

MIG Welding Tips and Tricks: A Complete Guide for Cleaner, Stronger Welds
MIG welding (Metal Inert Gas welding), also known as GMAW, is one of the most popular welding processes thanks to its speed, ease of use, and versatility. Whether you’re a beginner learning the basics or an experienced welder looking to refine your technique, mastering a few key MIG welding tips and tricks can dramatically improve weld quality, penetration, and overall efficiency.
In this guide, we’ll break down practical, real-world advice to help you get better results every time you strike an arc.
What Is MIG Welding?
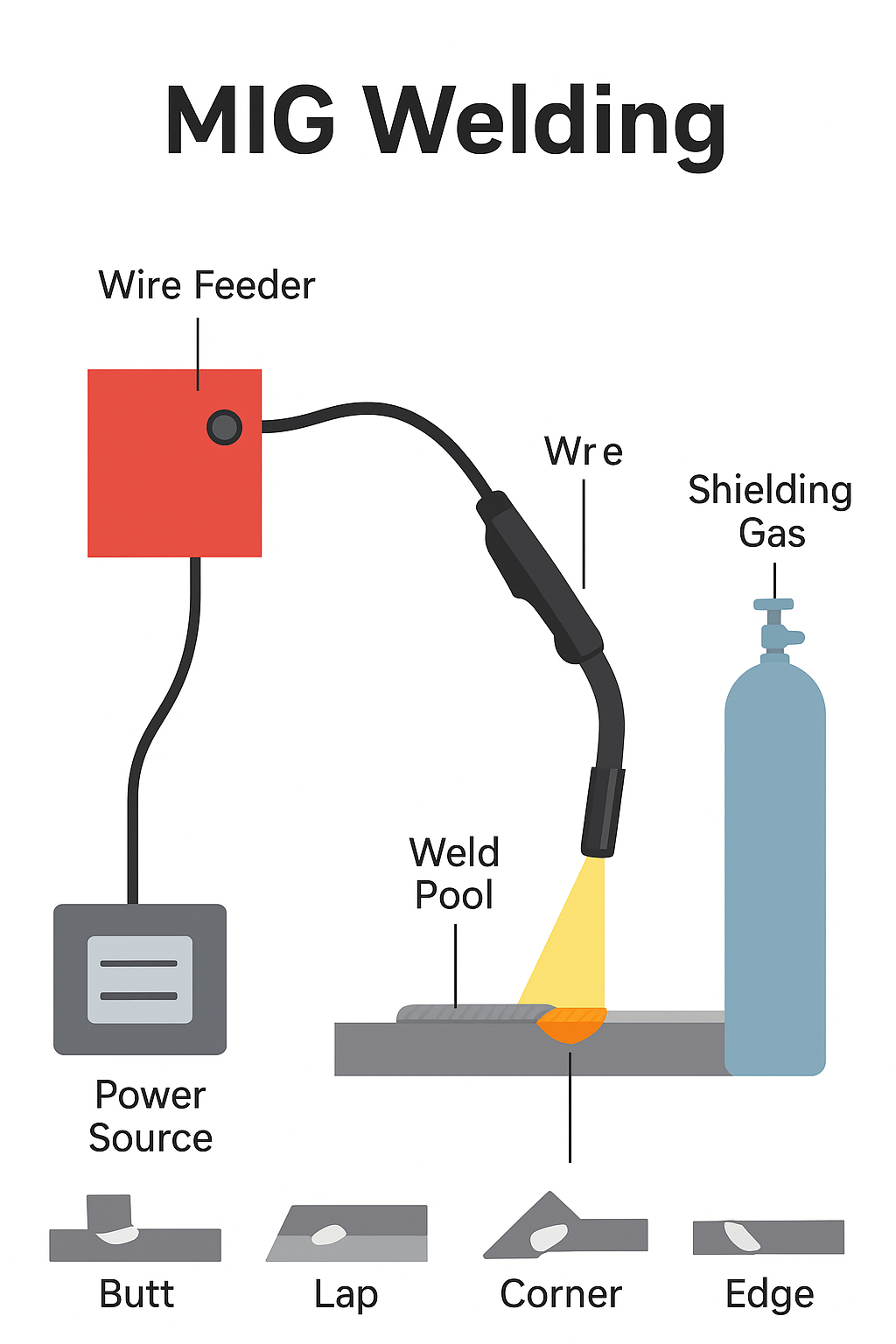
MIG welding uses a continuously fed wire electrode and a shielding gas to protect the weld pool from contamination. It’s commonly used on mild steel, stainless steel, and aluminum, making it a go-to process for automotive, fabrication, manufacturing, and DIY projects.
1. Choose the Right Wire and Gas Combination
One of the most overlooked MIG welding tips is matching the wire type with the correct shielding gas.
Common setups:
- Mild steel: ER70S-6 wire + 75/25 Argon/CO₂
- Stainless steel: Stainless wire + tri-mix gas
- Aluminum: Aluminum wire + 100% Argon
👉 Pro tip: If your welds look spattery or inconsistent, your gas mix might be the culprit—not your technique.
2. Dial In Your Voltage and Wire Feed Speed
Incorrect machine settings are responsible for most bad MIG welds.
Signs your settings are off:
- Too much voltage: Excessive spatter, flat weld bead
- Too little voltage: Tall, rope-like welds with poor penetration
- Wire feed too fast: Stubbing and popping
- Wire feed too slow: Inconsistent arc and burnback
📌 Always use the welder’s settings chart as a starting point, then fine-tune while test welding on scrap material.
3. Maintain the Correct Gun Angle
Gun angle plays a massive role in bead appearance and penetration.
- Push technique (10–15° forward)
Best for thin materials and cleaner welds - Pull technique (dragging)
Offers deeper penetration for thicker metal
👉 For most MIG welding applications, pushing the puddle gives better visibility and cleaner results.
4. Clean Metal = Better Welds
MIG welding does not tolerate dirty metal well.
Before welding, remove:
- Rust
- Paint
- Oil or grease
- Mill scale (especially on thicker steel)
🧽 A wire brush or flap disc can dramatically improve weld penetration and reduce porosity.
5. Watch the Weld Puddle, Not the Arc
A classic MIG welding trick is to focus on the weld puddle, not the bright arc.
By watching the molten pool:
- You’ll maintain consistent travel speed
- Your bead width stays uniform
- Penetration becomes more predictable
👀 If the puddle gets too wide, speed up. Too narrow? Slow down slightly.
6. Control Your Travel Speed
Travel speed affects both strength and appearance.
- Too fast → Undercut and weak welds
- Too slow → Excess buildup and burn-through
🎯 Aim for a steady pace where the bead looks like evenly stacked dimes.
7. Stickout Matters More Than You Think
Stickout is the distance between the contact tip and the workpiece.
- Ideal stickout for MIG welding: 3/8″ to 1/2″
- Too long → Poor penetration and unstable arc
- Too short → Burnback and overheating the tip
Keeping consistent stickout instantly improves arc stability.
8. Reduce Spatter with Simple Adjustments
Spatter is annoying—but avoidable.
To reduce MIG welding spatter:
- Adjust voltage and wire feed
- Use the correct gas flow (20–25 CFH)
- Keep your contact tip clean
- Ensure a solid ground clamp connection
✨ Bonus tip: Anti-spatter spray saves cleanup time on production jobs.
9. Practice Joint Preparation
Not all weld joints behave the same.
Common MIG welding joints:
- Butt joints
- Lap joints
- T-joints
- Corner joints
Each joint type may require:
- Different travel angles
- Slightly different settings
- Multiple passes on thicker material
📐 Bevel thicker metal to ensure proper root penetration.
10. Don’t Ignore Safety and Ergonomics
Good welding habits go beyond the bead.
- Wear proper PPE (helmet, gloves, jacket)
- Ensure adequate ventilation
- Position your body for comfort and stability
A comfortable welder is a consistent welder.
Final Thoughts: Mastery Comes from Consistency
MIG welding is forgiving, but precision separates average welds from great ones. By applying these MIG welding tips and tricks, you’ll see immediate improvements in bead appearance, penetration, and overall weld quality.
The real secret?
👉 Practice on scrap, adjust one variable at a time, and pay attention to the puddle.








{kind=link}